|
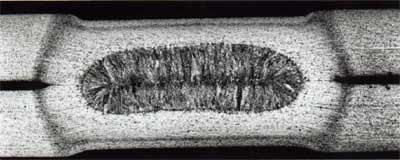 |
Fig.1. Resistance spot weld section |
Current Status
Spot welding is one of the oldest welding processes. It can be used on very thin foils or thick sections but is rarely used above about 6mm thickness. It is used in a wide range of industries but notably for the assembly of sheet steel vehicle bodies where more than 100 million welds are made per day in Europe alone. High quality welds can also be made in stainless steels, nickel alloys, aluminium alloys and titanium for aerospace application.
Important Issues
The main areas of research are in materials, quality control and equipment.
- High strength steels, coated steels and aluminium alloys are of great interest to the automotive industry but can have weldability problems. Although the problems are understood, further improvements in weldability and electrode lives are still being sought. There are also limitations in the ability of spot welding to join sheet to tube, which need to be addressed.
- Weld quality is controlled mainly by good process control together with periodic testing of samples. While a number of monitors have been developed, there is still a desire to produce a low cost, reliable and robust in-process weld quality monitor, in order to reduce or eliminate periodic destructive tests. Ultrasonic non-destructive testing has been proved and widely applied at vehicle manufacturers but still requires skill and training to achieve high accuracy.
- Recent equipment developments have included improved controls, medium frequency power supplies, servo operated guns and automatic electrode dressing and changing tools.
Benefits
Spot welding offers a number of advantages over other techniques, including high speed, ease of automation and energy efficiency.
Risks
There are some limitations on material weldability but attention to correct setting up and good process control can solve most production problems. The main hazards are (i) the risk of crushing fingers or hands and (ii) burns or eye damage from splash metal. Little fume is produced but may need attention when welding coated steels or when oils or organic materials are present.
| ◄back |
Copyright 2003, TWI Ltd |
| ▼home |