Resistance projection welding
by Steve Westgate
Description
Projection welding is a development of resistance spot welding. In spot
welding, the size and position of the welds are determined by the size of
the electrode tip and the contact point on the workpieces, whereas in
projection welding the size and position of the weld or welds are determined
by the design of the component to be welded. The force and current are
concentrated in a small contact area which occurs naturally, as in cross
wire welding or is deliberately introduced by machining or forming. An
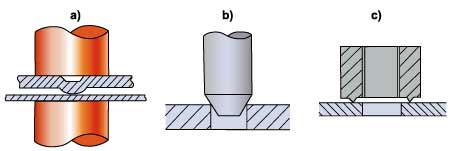
embossed dimple is used for sheet joining and a 'V' projection or angle can
be machined in a solid component to achieve an initial line contact with the
component to which it is to be welded, see Fig.1.
Fig.1. Example of projection welding configurations: a) embossed
projection; b) stud to plate; c) annular projection
In sheet joining using embossed projection welds, a melted weld zone is
produced, as in spot welding. However, when a solid formed or machined
projection is used, a solid phase forge weld is produced without melting.
The plastic deformation of the heated parts in contact produces a strong
bond across the weld interface.
Present status
The process is well established and is applicable mainly to low carbon or
microalloyed steels. The process is widely used on sheet metal assemblies in
automotive and white goods industries for both sheet joining and attaching
nuts and studs. Wire mesh welding is also a large industry.
Important issues
Projection welding tends to be more application dependent than spot
welding and is less easy to standardise. However, similar issues can arise:
- Weldability of coated steels and attachment of fasteners - control of
weld quality and electrode life
- Weld quality is controlled mainly by good process control together
with periodic testing of samples. While a number of monitors have been
developed, there is still a desire to produce a low cost, reliable and
robust in-process weld quality monitor, in order to reduce or eliminate
periodic destructive tests. The added difficulty with projection welding
is that multiple welds are made
- Recent equipment developments have included use of capacitor discharge
power supplies to make large diameter welds for applications such as gear
assemblies
Benefits
The advantages of projection welding include its versatility, the speed
and ability to automate, the ability to make a number of welds
simultaneously and minimisation of marking on one side of joints in sheet
materials. Capacitor discharge supplies used with machined annular
projections can compete with power beam welding, as the weld is completed in
a single shot within milliseconds.
Risks
There are some limitations on material weldability but attention to
correct setting up and good process control can solve most production
problems. The main safety factors are trapping hazards and splash metal.
Little fume is produced but may need attention when welding coated steels or
when oils or organic materials are present.
|