|
||||||||||||||||||||||||||||||||||||||

|
The advent of higher average powers, improved
beam focusing systems and better beam quality has led to power
density sufficient to overcome the high surface reflectivity of
aluminium. Some alloys are prone to cracking, but optimisation
of the welding conditions and use of filler wire can eliminate
this problem. Wire feed is also used for improving weld metal
properties and tolerance to joint fit-up.
Porosity can also occur when laser welding aluminium, predominantly due to hydrogen entrapment in the molten pool. However, this can be minimised by correct cleaning and adequate shielding during welding. |

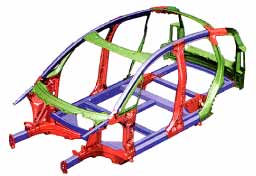
Applications for AluminiumCurrent and future industrial applications of aluminium laser welding includes fast ferries (catamarans), aluminium car components (e.g. Audi A2) and airframe structures. |
 |
Benefits of Laser Welding
|
 |
Typical Parameters
|
Thickness mm |
CO2 laser | Nd:YAG laser | ||
|---|---|---|---|---|
| Power kW |
Speed m/min |
Power kW |
Speed m/min |
|
| 2 | 5 | 6 | 2 | 1 |
| 2 | 4 | 5 | ||
| 6 | 5 | 1 | 4 | 0.5 |
| 6 | 10 | 6 | ||
| ◄back |
Copyright 2001, TWI Ltd |
| ▼home |
Carbon dioxide laser
by Paul Hilton
The carbon dioxide (CO2 ) gas laser, is one of the most versatile for materials processing applications, and emits infra red radiation with a wavelength between 9 and 11µm, although emission at 10.6µm is the most widely used. Of the several types of CO2 laser that are available, the waveguide, the low power sealed tube and the transversely excited atmospheric (TEA) lasers are used for small scale materials processing applications. The fast axial flow CO2 laser and the less widely used slow flow laser, are used for thick section cutting 1-15mm and deep penetration welding. While these lasers share the same active medium, they have important functional characteristics, which contribute to the wide range of CW (continuous wave) powers, pulse powers and pulse durations available from the CO2 laser.
The active medium in a CO2 laser is a mixture of carbon dioxide, nitrogen and (generally) helium. It is the carbon dioxide which produces the laser light, while the nitrogen molecules help excite the CO2 molecules and increase the efficiency of the light generation processes. The helium plays a dual role in assisting heat transfer from the gas caused by the electric discharge used to excite the gas, and also helps the CO2 molecules to return to the ground state.
Sealed Tube CO2 Lasers
These lasers are operated as conventional gas discharge lasers in the form of long narrow glass tubes, filled with the lasing gas mixture. Electrodes at either end of the tube provide the discharge current. A totally reflecting and partially transmitting mirror, usually made from polished metal and coated zinc selenide respectively, form the resonant cavity. The tube is sealed using Brewster angled windows. Fig.1, shows a schematic drawing of a sealed tube CO2 laser. As the electric discharge in the tube breaks down the CO2 , an ordinary gas mixture would stop working very quickly and so methods are provided to cause the CO2 to regenerate, either by addition of hydrogen or water or by the use of catalytic action. Several thousand hours of operation are possible with sealed tube CO2 lasers before the tube has to be cleaned and re-filled or replaced. DC and sometimes RF discharges are used with these lasers. CW power up to about 200W is available from these lasers with good beam quality. Pulsed power supplies can produce laser pulses lasting 0.1 - 1msecs with peak powers 5-10 times the CW power level.
 |
Fig. 1 Sealed tube CO 2 laser schematic |
Waveguide CO2 Lasers
The waveguide laser is an efficient way to produce a compact CO2 laser. It consists of (see Fig.2), two transverse RF electrodes separated by insulating sections that form a bore region. The lateral dimensions of the bore are a few millimetres, which propagates the beam in 'waveguide mode'. The tube is normally sealed with a gas reservoir separate from the tube itself. The small bore allows high pressure operation and provides rapid heat removal; both of which lead to high gain and high power output from a compact unit.
 |
Fig. 2 Waveguide CO 2 laser schematic |
TEA CO2 Lasers
Discharge instabilities prevent operation of CW CO2 lasers at pressures above about 100mbar. Pulses in the nanosecond to microsecond duration range can be produced by passing a pulsed current transversely through the lasing gas. Such TEA (transversely excited atmospheric) lasers operate at gas pressures of one atmosphere and above in order to obtain high energy output per unit volume of gas. A transverse discharge from two long electrodes is employed (see Fig.3). Prior to application of the pulsed discharge, a form of pre-ionisation is used to ionise the space between the electrodes uniformly, thus allowing the discharge to proceed in a uniform fashion over the entire electrode assembly. The prime attractions of TEA lasers are their ability to generate short intense pulses and the extraction of high power per unit volume of laser gas. Pulse duration as low as a few tens of nanoseconds up to a few microseconds are possible. Pulse energies range from the millijoule region to 500Joules at pulse repetition rates from about 300Hz down to single shot.
 |
Fig. 3 TEA CO 2 laser schematic |
Optics for CO2 Lasers
| Reflective mirrors | - silicon with high reflectivity coatings, gold coated copper. |
| Lenses and windows | - gallium arsenide and germanium (not transparent in visible region) and coated zinc selenide (orange in the visible region). |
| Wallplug Efficiency | between 5% and 20% |
Beam Diameter and Divergence
The shape and length of the laser cavity and nature of the resonator optics determine the beam diameter and divergence of the CO2 laser. Typical ranges are:| beam diameter (mm) | beam divergence (mrads) | |
| Sealed tube: | 1 - 7 | 2 - 6 |
| Waveguide: | 1 - 2 | 3 - 10 |
| TEA: | 4 - 12 | 0.5 - 3 |
| ◄back |
Copyright 2000, TWI Ltd |
| ▼home |
Nd:YAG laser welding
by Paul Hilton
The Nd:YAG laser is one of the most versatile laser sources used in materials processing. The relative robustness and compactness of the laser and the possibility for the 1.06 micron light it produces to be transmitted to the workpiece via silica optical fibres, are two features which contribute to its success. Nd:YAG lasers were first commercialised operating mainly in pulsed mode, where the high peak powers which can be generated were found useful in applications such as drilling, cutting and marking. These pulsed lasers can also be utilised for welding a range of materials. More recently, high power (up to 10kW), continuous wave (CW) Nd:YAG lasers have become available. The Nd:YAG crystals in these lasers can be pumped either using white light flashlamps or, more efficiently, using laser diodes. The latter methods are used to produce high quality beams, which can be focused to smaller spots (and therefore produce higher power densities) than the flashlamp pumped lasers. Because of the possibility of using fibre optic beam delivery, these lasers are often used in conjunction with articulated arm robots, in order to work on components of complex shape.Because of the wide range of applied power and power densities available from Nd:YAG lasers, different welding methods are possible. If the laser is in pulsed mode, and if the surface temperature is below the boiling point, heat transport is predominantly by conduction and a conduction limited weld is produced. If the applied power is higher (for a given speed), boiling begins in the weld pool and a deep penetration weld can be formed. After the pulse, the material flows back into the cavity and solidifies. Both these methods can be used to produce spot welds. A seam weld is produced by a sequence of overlapping deep penetration 'spot' welds or by the formation of a continuous molten weld pool. For the former, once the energy input is sufficient to ensure that the weld does not solidify between pulses, the 'keyhole' type weld normally associated with CO2 laser welding can be formed. Pulsed laser welding is normally used at thicknesses below about 3mm. Higher power 4-10kW CW Nd:YAG lasers are capable of keyhole type welding in materials from 0.8mm (car body steel) to 15mm (ship steel) thickness.
Nd:YAG laser welding is used commercially on a wide range of C-Mn steels, coated steels, stainless steels, aluminium alloys, titanium and molybdenum. The low heat input welding offered by Nd:YAG lasers is utilised in the electronics, packaging, domestic goods and automotive sectors, and significant interest has been shown more recently, particularly for the high power CW lasers, in the shipbuilding, oil and gas, aerospace and yellow goods sectors. Important R&D issues involve development of high power lasers of better beam quality, use of distributed energy in the beam focus, weld quality maintenance for both thick and thin sections and weld classification.
The principal risks involved in Nd:YAG laser welding are: optical (the beam can burn the skin or damage the retina if focused by the eye), electrical, and fume generation. A current application issue is safe use of Nd:YAG lasers in anything other than a fully opaque (to the Nd:YAG laser wavelength) enclosure, such as might be found in a shipyard for example.
| ◄back |
Copyright 2001, TWI Ltd |
| ▼home |