|
| ◄back |
Copyright 2000, TWI Ltd |
| ▼home |
Reduced pressure electron beam welding (March 2001)
by Keith Nightingale
Process description
Like conventional electron beam (EB) welding, reduced pressure EB welding is performed using a beam of electrons from an electron gun having a power up to 100kW. The beam is focused onto the joint-line of the two parts to be welded and either the electron gun or the parts are moved so that the beam traverses along the joint-line, penetrating the full depth (up to 200mm) in a single pass.
The difference between reduced pressure (RP) and conventional EB welding is in the design of the electron gun which allows the pressure in the welding enclosure to be several orders of magnitude higher: 10-1 - 10 mbar for RP compared with 10-5 - 10-2 mbar for conventional EB welding.
Current status
Reduced pressure EB welding is in the process of being adopted for two major applications -
Nuclear waste encapsulation
SKB in Sweden required a process to seal the lids of 5m long x 1m diameter copper canisters, after filling them with high-level nuclear waste. The difficulty of vacuum pumping this assembly, due to the long and tortuous evacuation paths, meant that conventional EB welding was not feasible.
The nozzle arrangement, between the electron gun and weld chamber, ensures that no copper particles or vapour reach the electron gun to cause discharging. The weld is non-penetrating but needs to be about 60mm deep with no root porosity, even in the slope-down region. A beam power of around 70kW and a welding speed of 200mm/min gave a wide (8mm) round-bottomed weld profile (Fig.1), ideal for avoiding root defects.
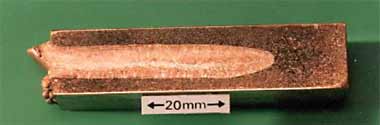 |
Fig.1.
|
J-lay pipe girth weld
Saipem SpA. in Italy required a fast welding process to join pipes on a lay-barge using the J-lay system in deep (>2000m) water. It is anticipated that by using two electron guns for the girth weld of a 41mm thick, 710mm diameter pipe (see Fig.2), the pump-down time for the inflatable-sealed vacuum chamber could be around 30 seconds and the weld time less than 5 minutes.
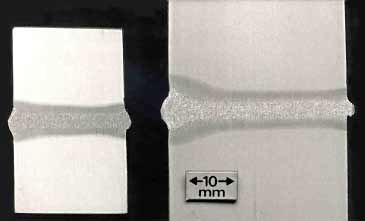 |
Fig.2.
|
For both of the above applications, TWI designed and manufactured a 'special' reduced pressure EB system (consisting of an electron gun and transfer column) and integrated it with an intelligent, inverter-driven high voltage power supply and a programmable logic control (PLC) system. The prototype pipe welding equipment is shown in Fig.3.
 |
Fig.3.
|
Current issues
TWI operates three, reduced pressure EB systems at its research laboratories. These are used for basic research and investigating potential applications for TWI Research Member companies.
The effect of the higher pressure on fusion zone composition, and how this affects weld properties, is an important issue and is under investigation at TWI.
Benefits
The benefits and characteristics of reduced pressure EB welding include -
- weld profiles and properties largely the same as conventional EB welding
- welds thick-section components in a single pass (up to 200mm in steels)
- uses a locally sealed chamber to weld components too large to fit in a vacuum chamber
- welds components which cannot be pumped to low pressure, e.g. complicated structures or dirty/damp components
- greatly reduced effect of weld-pool emissions on electron gun stability - virtual elimination of gun discharges
- reduced capital and running costs of pumping system
- reduced pump-down times: up to 3 times faster than conventional EB systems
Precautions
Apart from the usual precautions required for conventional EB welding (x- rays, high voltage, vacuum entrapment), the weld metal vapour accumulates as dust in the welding enclosure, rather than being deposited as an adherent layer as in conventional EB welding. The airborne dust should be extracted during the enclosure venting cycle. Dust which has settled on surfaces can be readily removed by brushing but, again, adequate dust extraction and personal breathing protection equipment must be employed.
| ◄back |
Copyright 2003, TWI Ltd |
| ▼home |
Electron beam welding - materials aspects
All metallic materials can be melted using a focused electron beam and, in consequence, most pure metals and alloys can be successfully welded. Indeed, the only pre-requisite is that the materials to be welded are electrically conductive and an earth return path for the electrons is provided during welding, otherwise electrostatic charging occurs. In its most simple form, EB welding is carried out by translating the beam, with respect to the parts to be joined, and locally melting the material. No filler addition or consumable is necessary and welding is achieved in a single pass almost irrespective of the material thickness. Consequently the weld quality and properties achievable are controlled by the composition of the material alone. For simplicity metallic materials can divided into discrete groups based on the elements present in most abundance: -
Steels and iron alloys
Most steels that are weldable by conventional fusion welding processes can be successfully joined using the electron beam process. Also, because of the narrow thermally strained region that results and the hydrogen free welding atmosphere associated with welding in vacuum, many steels which are otherwise considered difficult or impossible to fusion weld can be joined using EB welding without the need for special consumables or preheating. It is important, however, that steels are specified with low levels of impurities such as sulphur and phosphorus to prevent solidification cracking and that materials are sufficiently well de-oxidised, i.e. degassed or aluminium treated, to minimise the risk of gross weld porosity.
C-Mn and structural steels
C-Mn and structural steels can be joined in a single pass in thicknesses ranging from less than 1mm to in excess of 200mm and provided that certain composition controls are recognised, good weld quality can be consistently achieved.
The rapid thermal cycle associated with the process invariably results in welds in steels with overmatched tensile strength and hardness. Thus, it is sometimes necessary to add material to modify the weld metal composition or perform a post weld heat treatment operation if high levels of fracture toughness or low hardness are required.
Alloy steels
In many applications including aero-engine and automobile transmission parts, components are EB welded in high strength alloy steels and are frequently used in the as-welded condition. NiCrMo steels, for example, and high alloy creep resistant steels can be welded in substantial thicknesses, without preheat. Again low impurity levels are beneficial particularly if toughness properties are important.
Stainless steels
Most common types of stainless steel are readily weldable using the EB process including austenitic grades, ferritic, duplex and precipitation hardening martensitic stainless steels. The duplex and austenitic materials are commonly alloyed with nitrogen and thus welding procedures must be developed which minimise the risk of porosity formation due to nitrogen outgassing and which compensate for the detrimental effect of nitrogen loss on phase balance and stability. The precipitation hardening grades show a slight degradation in tensile strength when EB welded which can be restored, if required, by a post-weld ageing operation.
Cast irons
Cast irons are not generally considered to be readily EB weldable predominantly for metallurgical reasons. With the exception perhaps of ductile and spheroidal graphite irons, EB welding is not recommended as a joining process for cast irons.
Soft iron
Soft iron and silicon iron, used in transformer and electric motor manufacture, are EB welded successfully in a variety of industrial applications.
Nickel alloys
Many of the popular nickel alloys used in welded fabrication can be joined satisfactorily using the EB welding process. Pure nickel, nickel/copper alloys and many nickel/iron alloys can be welded without difficulty. The complex high temperature alloys, designed to have good creep resistance at high temperature, can be welded using EBW often in preference to arc welding because of the minimal metallurgical disturbance and low thermal strains induced by the EB process. Care must be taken, however, to prevent HAZ liquation during welding and to avoid cracking during post weld heat treatment of the more complex alloys.
Aluminium and magnesium alloys
Welding of the majority of wrought aluminium and magnesium alloys available commercially can be achieved satisfactorily using the EB process. Evaporation of volatile constituents during welding, particularly in the 7000 and 5000 series Al alloys, can cause difficulties due to gun flash-overs, loss of alloy content and subsequent degradation of properties. Cleaning prior to welding is especially important and the majority of weld defects that occur are often a consequence of poor cleaning practice. Many of the cast alloys can also be EB welded although the weld quality achievable depends heavily on the quality of the casting and, in particular, the residual gas content.
Copper and its alloys
Unlike many of the other thermal processes used for joining pure copper, EB welding can be carried out without the need for any pre-heating operation and can join components of in excess of 150mm thickness in a single pass. So called 'pure' copper may contain impurities such as oxygen, sulphur and carbon which can compromise its weldability and OFHC copper or phosphorus de-oxidised grades are preferred.
The majority of copper alloys, with the marked exception of the brasses, can be welded but again cast materials can be problematic if the parent material quality is poor and residual gas content is high. Some high strength materials, e.g. those alloyed with zirconium, can suffer from cracking problems if due care is not exercised.
Refractory and reactive metals
The extreme power density associated with the electron beam and the ability to work in a vacuum environment make it possible to use the process for joining metals which not only have high melting points but also those which are extremely reactive when hot or molten. Titanium and many of its alloys can be welded readily using the EB process without the danger of oxidation and subsequent undetectable degradation of ductility. For this reason, the process is used widely in the aero engine industry for welding safety-critical titanium alloy parts. Similarly zirconium and its alloys, which are also extremely reactive, can be welded without difficulty under vacuum. Likewise tungsten, tantalum, molybdenum, niobium, vanadium and their alloys can be joined successfully using EBW but again impurity levels can profoundly influence the weld quality and properties achievable.
Dissimilar metals
One of the particular advantages offered by the EB process is that the beam intensity is such that dissimilar metals with vastly different thermal conductivities and melting points can be welded successfully without preferential melting of the lower melting point material. Although not all combinations are possible due to metallurgical incompatibility and the formation of undesirable intermetallic compounds, many dissimilar combinations are possible. It should be noted that thermo-electric currents will be generated whilst welding dissimilar metal combinations which can give rise to strong magnetic fields and deflection of the electron beam. The severity of this phenomenon is very dependent on the material combination, their magnetic properties and the component geometry.
Where the combination of materials gives rise to embrittlement it is often possible to introduce a mutually compatible transition material or to employ an EB brazing/diffusion bonding approach with an appropriate interlayer.
Non-metals
Whilst welding of non-metals using the EB process is generally not possible, drilling, cutting and etching can sometimes be performed.
| ◄back |
Copyright 2000, TWI Ltd |
| ▼home |