|
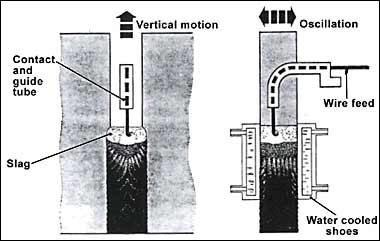 |
Fig.1. Electro slag welding |
The consumable guide variant of the process uses a much simpler
set-up and equipment arrangement which does not require the wire feed
mechanism to climb. In this case, the wire is delivered to the weld pool
down a consumable, thick-walled tube which extends from the top of the
joint to the weldpool. Support for the molten bath is provided by two
pairs of copper shoes which are moved upwards, leapfrogging each other
as welding progresses. The tubular guides can be further supplemented by
additional consumable plates attached to the tube. Generally, as the
thickness of plate increases, the number of wires/guides increases,
approximately in the ratio of one wire per 50mm of thickness, see figure
2.
 |
Fig.2. Consumable guide welding |
Current status
In the fabrication industry, the process continues to be used for thick walled pressure vessels which are post-weld normalised and for structures such as blast furnace shells and steel ladles which are used at above ambient temperatures. The process is also extensively used for the welding of railway points.Important current issues
Considerable interest was shown in electro slag welding during the 1970s when ideas for increasing welding speed were investigated. This was seen as an important parameter for increasing productivity and as a way of reducing heat input to improve HAZ and weld metal impact properties.However, since that time little has been done by way of development. Those developments that have taken place have been limited to the tuning of parameters and tailoring techniques for specific applications.
Benefits
The principal benefits of the process are:- speed of joint completion; typically 1 hour per metre of seam, irrespective of thickness
- lack of angular distortion
- lateral angular distortion limited to 3mm per meter of weld
- high quality welds produced
- simple joint preparation, i.e. flame-cut square edge
- major repairs can be made simply by cutting out total weld and re-welding
Risks
Electro slag welding is not one of the major welding processes because the high heat input generates large, coarse grained weld metal and HAZs which lead to poor fracture toughness properties in these areas. Toughness improvements can only be achieved by post-weld normalising treatment. Additionally, the near parallel-sided geometry of the weld, combined with the coarse grains, can make it difficult to identify defects at the fusion boundary by standard ultrasonic NDT techniques.The process has considerable potential for increasing productivity. However, its use has been limited because of relatively poor understanding of the process and, for specific applications, the significance of the fracture toughness values. As a result, use of the process has been restricted to a few niche applications.
| ◄back |
Copyright 2001, TWI Ltd |
| ▼home |