|
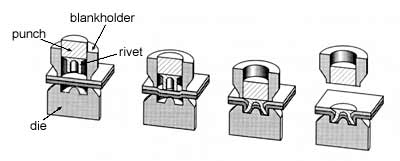 |
Fig. 1. Schematic representation of the self-piercing riveting process |
A semi-tubular rivet is driven into the materials to be joined between a punch and die in a press tool. The rivet pierces the top sheet and the die shape causes the rivet to flare within the lower sheet to form a mechanical interlock. The rivet may be set flush with the top sheet when using a countersunk rivet head. The die shape also causes a button to form on the underside of the lower sheet; ideally, the rivet tail should not pierce this button.
The equipment normally comprises a C-frame with a hydraulic force application for setting the rivet. Manual or robotic gun systems are available for relatively short reach applications, whereas long reach applications normally use fixed C-frames.
Current status
Self-piercing riveting is used in many industries as it is a simple, one-step joining technique. As it relies on a mechanical interlock rather than fusion, it can be used on materials and combinations of materials , where, for instance, resistance spot welding is difficult or even impossible. Examples are heavily zinc-coated, organic coated or pre-painted steels, combinations of steel to aluminium alloys and some plastics to metals. However, all materials should have sufficient ductility, and the sheet on the die side should have an elongation of at least 12%. In steel. joints can be made in sheet from about 0.5 to 3mm thickness, with a total joint thickness of up to about 6mm. For aluminium alloys, a total joint thickness of up to about 10mm can be riveted.
Self-piercing riveting is used for joining heavily zinc-coated steel sheets in the automotive, heating, ventilation and building industries, for pre-painted steels for white goods, and for joining aluminium alloys which are used for road sign manufacture or in the automotive industry.
Important issues
The forces for self-piercing riveting are high, typically 30 to 50kN. This necessitates large stiff C-frames, particularly if long reach is required. For robotic applications, these C-frames are too heavy, and lightweight equipment would be required.
As many industries (e.g. automotive) are driven by weight-reduction, manufacturers are moving towards thinner and stronger materials. These may be less suitable for self-piercing riveting, due to a lower ductility and elongation. However, further process optimisation for those specific materials may make self-piercing riveting feasible.
Benefits
The main benefits of self-piercing riveting are:-
- Simple, one-step process with no pre-drilled holes required;
- Fast, automated operation possible;
- Suitable for many different materials and materials combinations;
- Little or no damage to pre-coated materials;
- Joining of more than two sheets possible;
- No fume or heat and low noise emission;
- Long tool life (typically greater than 20,000 joints);
- Low energy demand;
- Process monitoring equipment available;
- Good fatigue performance, often better than spot welds.
Risks
The principal risks to the operator during self-piercing riveting are mainly from trapping hazards. However, this can in general be avoided by using two-handed or fully automated operation. In addition, safety goggles should be worn to avoid injuries resulting from the failure of hydraulic piping, or the high speed release of rivets and/or machine parts during operation.
| ◄back |
Copyright 2000, TWI Ltd |
| ▼home |
----------------------------------------------------------------------------------
Self-piercing riveting case study - electric window winders
Electric window winder assembly
To increase corrosion protection, the thickness of zinc on the steel parts of a Japanese automotive electric window winder was increased from 6 to 24 µm.
This increase in zinc thickness caused a severe reduction in quality of the spot welds holding the assembly together.
Despite dressing the spot welder electrodes every 50 welds, serious structural failure of the assembly was commonplace, both during production of the window winder at the sub-contractor, and after the completed winder had been fitted in the vehicle.
These failures resulted in high costs of production, scrap and liability for the sub-contractor producing the window winders, together with a loss of confidence by the vehicle manufacturer.
To overcome the problem of poor spot weld quality, alternative fastening techniques were evaluated, with self-piercing riveting proving to be the most appropriate.

The riveted joint
Riveted assemblies were stringently tested for strength, resistance to vibration and corrosion, and ability to cope with process variations such as incorrectly set rivets.
The riveted assemblies passed all the required tests and were adopted for one model in the manufacturer's range of vehicles.
After one year of trouble free production, self-piercing riveted window winder assemblies were adopted across the manufacturer's range of vehicles, and the spot welding equipment at the sub-contractor's factory was replaced with automated self-piecing riveting production cells.

Self-piercing riveting production cell
There were additional benefits to the sub-contractor from adopting self-piercing riveting as follows:
- The 3K (Kitani - dirty, Kitsui - excessive hard work & Kiken - dangerous) were eliminated.
- The appearance and working environment of the factory were improved.
- Worker fatigue was reduced.
- The skill level required to produce the assemblies was reduced, resulting in a lower assembly cost.
| ◄back |
Henrob Ltd, Aber Park, Flint, Flintshire CH6 5EX |
| ▼home |
----------------------------------------------------------------------------------
Self-piercing riveting case study - Volvo FH12 truck cab
In 1993 Volvo launched their new FH series of heavy trucks.
Developed to meet market demand for lower operating costs and higher payloads, while maintaining Volvo's image for safety and environmental concern, the truck cabs make extensive use of high strength steel to reduce weight.
Weight reduction of the order of 30% has been achieved over the previous generation of truck cabs.
The Volvo FH12 Truck Cab
Traditional spot welding techniques gave problems when joining the high strength steel material, in that the fatigue life of the spot welded joint did not increase with an increase in yield strength of the steel.
This resulted in premature failure of the firewall to engine cover joint during fatigue testing.
The immediate solution was to spot weld reinforcement plates in the affected area, but this resulted in added weight and cost.
Following extensive testing, however, the problematic spot welded joints were replaced by self-piercing riveting. The reinforcement plates were removed and a truck cab with a riveted firewall to engine cover joint was fatigue tested to simulate twice the expected life of the truck without failure.
A portion of the riveted joint line.
There are 42 rivets per cab, and production is 150 cabs per day.
Although the static strength of the riveted joint was lower than the equivalent spot weld, and the tooling investment costs for the riveting equipment were $43 000 higher than for spot welding, the advantages and savings to Volvo of adopting self-piercing riveting technology, as listed below, far outweighed the initial increase in equipment cost.
- Removal of the reinforcing plates.
- Improved fatigue life of the cab structure.
- Improved working environment, without sparks or fumes.
- Similar automation techniques to spot welding.
- Savings of $244 000 per year in production costs.
Following the success of this project, Volvo are considering extending use of self-piercing riveting to other applications in their range of heavy trucks
| ◄back |
Henrob Ltd, Aber Park, Flint, Flintshire CH6 5EX |
| ▼home |